
Szew spawalniczy w miejscu spawania szablonu stalowego, bez względu na pozycję, po spawaniu żużel spawalniczy powinien zostać oczyszczony na czas, a jakość wyglądu szwu spawalniczego powinna spełniać określone wymagania, bez żadnych wad spawalniczych i problemów z jakością spawania. Wymaga to od personelu ścisłego przestrzegania standardów podczas przetwarzania.
Podczas produkcji i przetwarzania szalunków stalowych producent powinien zwracać uwagę na zdrowie personelu. A personel powinien działać w ścisłej zgodności z ich specyfikacjami.
Spawanie ważnych i krytycznych części, procedur, stacji i naprężonych części stalowego szalunku podczas obróbki stalowego szalunku musi być osobiście odpowiedzialne, i należy podjąć niezbędne środki ostrożności dla procesów i części, które często mają problemy z jakością podczas przetwarzania, aby zapobiec niepotrzebnych przeróbek jakości.
W procesieSzalunki stalowePrzetwarzanie, operatorzy na każdej stacji powinni zwracać uwagę na przypadkowe uszkodzenie personelu budowlanego, sprzętu przetwórczego i przetworzonych półproduktów, gotowych produktów i akcesoriów, aby być bezpiecznym przed wypadkami. Musi być przetwarzany zgodnie z technologią przetwarzania szalunków stalowych oraz specyfikacjami modelu materiałowego i wymaganiami dotyczącymi wielkości rysunków konstrukcyjnych.
W procesie przetwarzania przetwarzanie następnego procesu powinno zostać natychmiast zatrzymane dla części, które nie są jasne co do konstrukcji, a następny proces musi zostać skonsultowany i wyjaśniony przez personel techniczny w miejscu pracy na czas.
Szalowanie stalowe należy poddać testom obciążenia przed i podczas produkcji seryjnej w fabryce w celu sprawdzenia kompleksowych właściwości szalunku, takich jak wytrzymałość, sztywność i jakość spawania. W przypadku dużej zmiany w materiale lub procesie produkcji szalunków stalowych należy pobrać próbę obciążenia, aby uniknąć niepotrzebnych strat.
1. Stal używana do obróbki kształtowanego stalowego szalunku musi być zgodna ze standardem typu stalowego wymaganym do rysowania konstrukcji stalowego szalunku, a materiał stalowy musi być zgodny z krajową normą ogólnej stali węglowej Q235.
2. Powierzchnia materiału użytego do stalowego panelu formy musi być płaska i gładka, bez uszkodzeń i deformacji, a grubość całego panelu w fabryce form stalowych mieści się w zakresie normy krajowej.
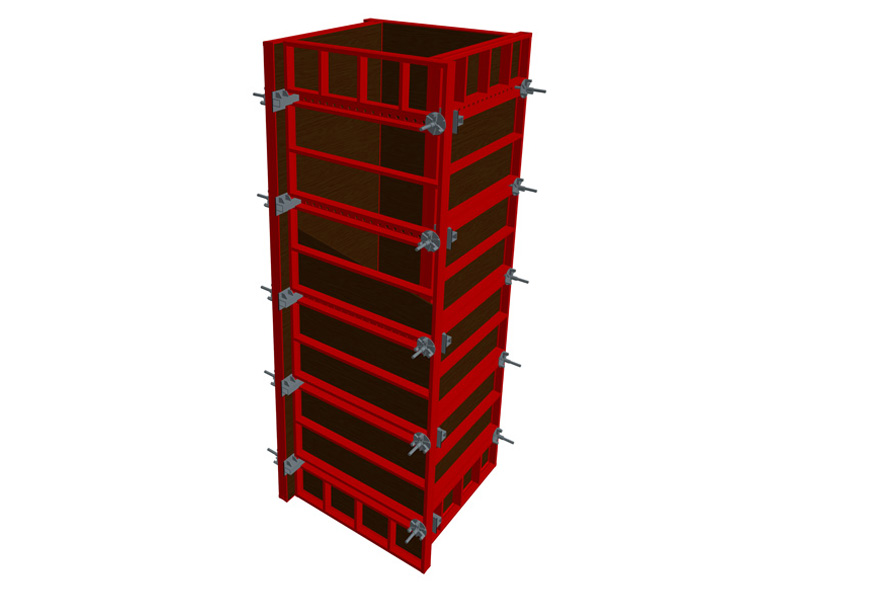
3. dla materiału arkuszowego użytego do przetwarzania ukształtowanegoStalowe szalunki kolumnowe, Zabrania się używania rdzy powierzchni deski (kieszonkowych dołów), powierzchni dziobowej lub płyty wtórnej z brakującymi narożnikami i krawędziami tarki (ścinanie i rozrywanie) w części panelu roboczego fabryki form stalowych.
4. Kątowy stalowy kanał stalowy połączonej płyty żebrowej i innej stali w kształcie musi być prosty bez deformacji (martwe zgięcie deformacji), a żebra w głównym obszarze naprężeń stalowego szalunku muszą być wykonane z materiałów monolitycznych, Oraz części, które nie mogą używać materiałów monolitycznych, takich jak narożniki i łuki o specjalnym kształcie Konieczne jest ścisłe przestrzeganie przepisów.
5. skurcz spawania powinien być zarezerwowany dla części z dużą ilością spawania, gdy szalunek stalowy jest rozładowany i wygaszany. Połączona instalacja i obróbka stalowego deskowania powinny być przetwarzane zgodnie z podaną skalą i modułem rysunków. Współrzędne środkowego otworu fabryki form stalowych są dokładne pod względem wielkości i orientacji i konieczne jest zapewnienie dokładności połączenia stalowego szalunku i dokładności wymiany procesu instalacji.



 Projekty
Projekty
 Magazynowanie węgla
Magazynowanie węgla
 Stacja metra
Stacja metra
 Zbiornik silosu
Zbiornik silosu
 Szanghajski most Yangzte
Szanghajski most Yangzte
 Tama
Tama
 Metro
Metro
 Zbiornik silosu
Zbiornik silosu
 Slab Flex 20 Formwork, Gwatemala
Slab Flex 20 Formwork, Gwatemala
 ITC Colombo One Hotel & Residences
ITC Colombo One Hotel & Residences
 Krajowy Urząd Imigracyjny
Krajowy Urząd Imigracyjny
 Szczyt Królowych
Szczyt Królowych
 Diamentowa bliźniacza wieża
Diamentowa bliźniacza wieża
 Centrum Yujing
Centrum Yujing
 Miasto Olympia
Miasto Olympia
 Centrum handlowe Jamajka
Centrum handlowe Jamajka
 Centrum handlowe Jinying
Centrum handlowe Jinying
 Sheraton Apple One
Sheraton Apple One
 Test nośności łożyska, Niemcy
Test nośności łożyska, Niemcy
 Sea Shore Willa
Sea Shore Willa
 Projekt mieszkaniowy
Projekt mieszkaniowy
 Mieszkanie
Mieszkania na Mauritiusie
Obudowa w Phillipine
Obudowa w ZEA
Mieszkanie
Mieszkania na Mauritiusie
Obudowa w Phillipine
Obudowa w ZEA








